Nitric Acid Manufacturing Process
Nitric Acid is a highly corrosive mineral acid. It is colorless in appearance similar to water but older samples happen to acquire a yellow color of different shades depending on its decomposition into oxides of nitrogen inside water or due to the dissolution of nitrogen dioxide into the water.
Nitric acid is utilized a lot in Fertilizers, Explosives, Dyestuff, Fibers, Plastics, Fuel, and Etching industries. The concentration that is most common and commercially available to buy in the market is about 68% nitric acid.
If the concentration of nitric acid is between 68-95% then it is called red fuming nitric acid. It is primarily used in the rocket fuel industry and if the concentration of nitric acid is above 95% then it is called white fuming nitric acid and it primarily finds its use in the etching industry. Nitric acid was known in ancient times as ‘aqua fortis’ and it was primarily used to separate gold and silver.
Properties of NITRIC ACID
1. Appearance Colorless to yellowish liquid
2. Odour Suffocating, acrid
3. Solubility Infinitely soluble
4. Molecular weight 63.013
5. Boiling point 86°C
6. Viscosity 1.62cp
7. Density (60% conc.)
- 0°C 1.3931Kg/m3
- 25°C 1.36 Kg/m3
- 100°C 1.2547 Kg/m3
08. Melting point -42°C
09. Specific gravity 1.502
10. Critical temperature 520°K
11. Critical pressure 68.9 bar
12. Critical volume 145 cm3/mol
13. Diffusivity in the water 2.9X10-5 cm2/s
14. Vapor Density (Air=1) 2-3 Kg/m3
15. Vapor Pressure (mm Hg) 48 @ 20°C (68 °F)
16. Specific heat (20°C) 0.64 cal/g
Classification of Nitric Acid Production Processes:
1. Ammonia oxidation process (Ostwald’s process)
2. NaNO3 +H2SO4 process (Chile Salt Peter process)
3. N2 fixation from the air (Wisconsin process)
4. Nitrogen fixation by nuclear fission fragments
OSTWALD PROCESS
Reactions involved in Ostwald’s process
Main reactions
1. Oxidation of NH3 to NO
NH3+5/4O2 →NO+3/4H2O ∆H= -54Kcal
2. Oxidation of NO to NO2
2NO+O2 → 2 NO2 ∆H= -27.2Kcal
3. Absorption of NO2 in water
2NO2+H2O → HNO3 +HNO2
4. Concentration of HNO3
Side reactions
NH3+3/4O2 → 1/2N2+3/2H2O ∆H =-75.7Kcal
NH3 → 1/2 N2 +3/2H2
NH3+O2 → 1/2N2 O+3/2H2O
NH3+3/2NO → 5/4N2 +3/2H2O ∆H= -107.9Kcal

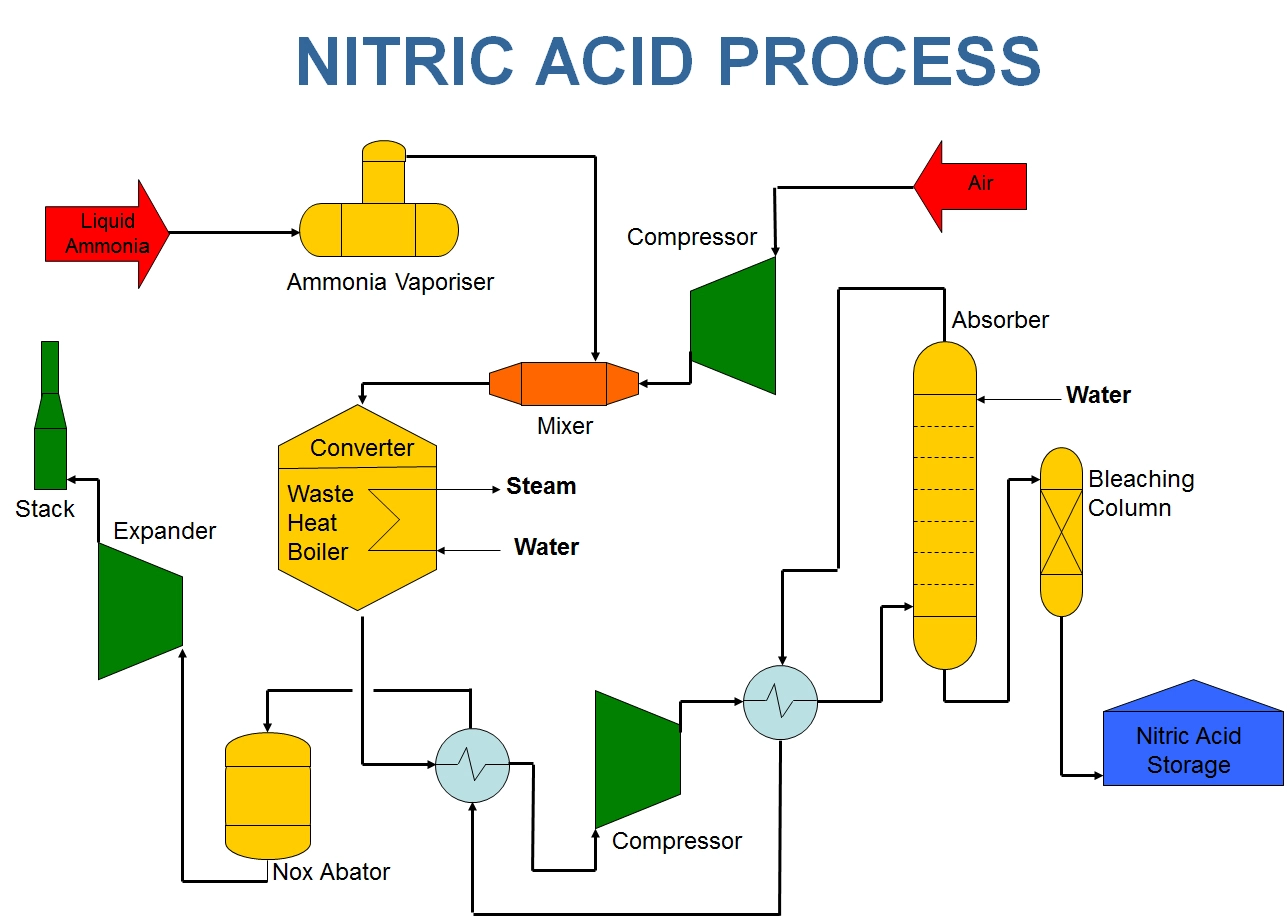
Process Description:
Raw materials required for the manufacture of nitric acid
a. Anhydrous Ammonia
b. Filtered air
c. Platinum – Rhodium catalyst
d. Water
Anhydrous Ammonia
In 1909 Fritz Haber established the conditions under which nitrogen, N2 (g), and hydrogen, H2 (g), would combine at the conditions:
Medium temperature (~500 deg C)
Very high pressure (~250 atmospheres, ~351kPa)
A catalyst (a porous iron catalyst prepared by reducing magnetite, Fe3O4).
Osmium is a much better catalyst for the reaction but is very expensive. This process produces ammonia, NH3 (g), a yield of approximately 10-20%. The Haber synthesis was developed into an industrial process by Carl Bosch. The reaction between nitrogen gas and hydrogen gas to produce ammonia gas is exothermic, releasing 92.4kJ/mol of energy at 298°K (25degC).
Platinum-Rhodium catalyst
Properties of platinum
- Atomic number:- 78
- Atomic weight:-195.09g./mol
- Density:-21.45gm/cm3
- Melting point:-1769°C
- Boiling point:- 3827°C
- Thermal conductivity:-73 Watt/meter/°c
- Tensile strength:- 14kg/mm2
- Isotopes:-6
- Electrical resistivity:- 9.85 micro hg. cm at°C
Chemical properties
It has the third highest density behind osmium and iridium
Platinum is unaffected by air and water but will dissolve in hot aqua regia, in hot concentrated phosphoric and Sulphuric acid in the molten alkali
It is as resistant as gold to corrosion and tarnishing. Indeed, platinum will not oxidize in air no matter how strongly it is heated.
Properties of Rhodium
Rhodium is a silver-white metal
Melting point:-1966°C
Boiling point:-4500°C
Density:- 12.41 gm/cm3
Special properties
High electrical and Heat conductivity. That means heat and electricity pass through rhodium easily
Chemical properties
Is a relatively inactive metal. It is not attacked by strong acids. When heated in air, it is combined slowly with O2.
The main components involved in the process are:
- Kobe air compressor
- Secondary air compressors – 1 and 2
- Instrument air compressor-A, B
- Air drying unit
- Air receiver
- Silica gel for dry air
- Turbine
- Catalytic converter
- Air-heater
- Oil separator
- Ammonia evaporator
- Ammonia superheater
- Air – ammonia mixer
- Mixed gas filters -1 and 2
- Waste heat boiler (W.H.B)
- Deaerator
- Tail gas heaters -1,2 and 3
- Boiler feed water (B.F.W)
- Start acid-up tank
- Absorption tower
- Bleaching tower
- Product acid cooler
- Storage tank
Air Compressor and Turbine:
Air from the atmosphere is sucked at ambient temperature (room temperature) into the compressor. The compression is done in three stages driven by an electric motor and turbine which is in turn run by tail gases. The air first passes through the 1st stage at room temperature and leaves at a temperature of 130°C and pressure of 2.02kg/cm2. This is then cooled in the intercooler to 55°C by using raw water as the cooling medium. Then air enters the second stage where it is compressed to 3.5kg/cm2 at and temperature of 118°C After the second stage is cooled to 70°C in the intercooler it enters the third stage where it is compressed to 4.5kg/cm2 abs and the outlet temperature of 143°C. 40% of the energy required for carrying out compression operations is supplied by the tail gas turbine. These tail gases are generally taken from the absorption tower which leaves at 19°C.it is heated up to 260°C by a series of heat exchangers. The major amount of air which is called primary air is sent to the Air-heater.
Secondary Air Compressor-1, 2:
The secondary air which is supplied by secondary air compressor-1, 2 used is in the bleaching tower
Air-Heater:
The air from the compressor enters the air heater at 143°C and there it is further heated to 208°C by using high-pressure steam and leaves at 208°C.
Ammonia Evaporator:
The liquid ammonia stored in ammonia bullets is sent to the evaporator at 10-12kg/cm2 through the tube side and 21°C temperature, where it is vaporized by the chill water coming from the absorption tower passing through the shell side. The ammonia leaves the evaporator at 19°C.
Ammonia Super Heater:
The ammonia which enters the superheater is further heated to 80°C by using low-pressure steam. Here the shell side flow is ammonia and the tube side flow is low-pressure steam.
Ammonia-Air Mixture:
Ammonia enters the mixer at 80°C and air at 208°C mixing takes place heat is exchanged between them and leaves at 180°C. the proportion of Ammonia and Air is 10-10.7.
Mixed Gas Filter 1, 2:
Mixed gas filters consist of an “SS –-candle” as a filter medium. The air–ammonia mixer enters this filter in order to remove the impurities present in the mixture. The presence of impurities in the mixture may corrode the catalyst surface.
Waste Heat Boiler:
At the entrance of the waste heat boiler, the mixture may be around 180°C. Here the hydrogen flame is used to raise the temperature. This waste heat boiler consists of a platinum-rhodium catalyst for the reaction to start. First, it consists of supporting bars on which the nichrome mesh is placed, above which the palladium catchment gauge is placed and finally the platinum (95%)-rhodium (5%) catalyst is placed. The reaction is carried at 850°C. The bottom part of the waste heat boiler which is in the form of a cylinder consists of tubes in which the NOX gases flow and on the shell side, boiler feed water is supplied for cooling the NOX gases. The heat that is produced by the NOX gases is gained by the boiler feed water and high-pressure steam is generated. This high-pressure steam is sent to a steam generation station where it is split into low-pressure, medium-pressure, and high-pressure steam. They are utilized in some parts of the plant. Here the rich gases are sent into the tail gas heat exchanger III and the lean gases are sent into the tail gas heat exchanger II
Tail Gas Heat Exchanger-II:
Tail gas heater –II is a shell and tube heat exchanger in which the nitrous gas is passed through the shell side which enters at 320°C and leaves at 280°C and tail gas (coming from T.G.H-I) is passed through the tube side which enters at 160°C and leaves at 250°C. The tail gases are sent to the catalytic converter and the nitrous gases are sent to boiler feed water.
Boiler Feed Water:
Here de-mineralized water which is de-aerated by steam and sent through the tube side is used for cooling the nitrous gas passing through the shell side. The inlet temperature of the nitrous gas is 280°C and the outlet 180°C. The outlet stream is sent into a waste heat boiler. The nitrous gas is further sent to T.G.H-I.
Tail Gas Heater-I:
Tail gas heater –I am a shell and tube heat exchanger in which the nitrous gas is passed through the shell side which enters at 180°C and leaves at 155°C and tail gas (coming from the Tail gas pre-heater) is passed through the tube side which enters at 45°C and leaves at 160°C. The tail gases are sent to the catalytic converter through T.G.H-II and the nitrous gases are sent to the condenser.
Cooler Condenser:
The nitrous gas from T.G.H-I is sent to the shell side of the cooler condenser and the cold water from the VAM unit is circulated on the tube side. The nitrous gas enters the cooler condenser at 155°C and leaves at 56°C. The cooled water is recycled and the nitrous gas is sent to the adsorption tower.
Absorption Tower:
This tower consists of 69 trays of which 64 trays are absorption trays and 5 trays are oxidation trays. The nitrous gas is first sent to oxidation trays where nitrous gas is converted into NO2 and then it is sent into the absorption trays in which the De-mineralized is sprayed from the top and the NO2 gets converted into HNO3 (nitric acid). Then it is finally sent to the bleaching tower. The tail gases are sent to the tail gas pre-heater
Tail Gas Pre-Heater:
The tail gas from the absorption tower is sent to the tail gas pre-heater in which the tail gases are heated by using low-pressure steam. The tail gas enters the tail gas pre-heater at 19°C and leaves at 45°C. The outlet tail gas is sent to the new tail gas heater-III and also to T.G.H-I.
New Tail Gas Heater-III:
The rich gases from the waste heat boiler are circulated on the shell side of the new tail gas heater-III. This enters at 320°C and leaves at 160°C. The tail gas from the tail gas pre-heater is circulated on the tube side. This enters at 45°C and leaves at 285°C. Finally, the tail gas from the tail gas per-heater-III is used to run the turbine.
Bleaching Tower:
The secondary air from the secondary air compressor is supplied to the bleaching tower to remove the color of the nitric acid.
Product Acid Cooler:
The nitric acid thus obtained is cooled by using the cooling water in the product acid cooler. Then it is finally sent to the storage tank-A, B
Catalytic Converter:
Tail gases from the T.G.H-II are sent to the catalytic converter and the vapor ammonia is also fed from the NH3 superheater.
NO + NO2 +2NH3→ 2N2 + 3H2O
Here tail gases and ammonia react with each other and form nitrogen and water vapor. This can then be safely disposed of in the atmosphere
NITRIC ACID PRODUCTION FROM CHILE SALTPETRE PROCESS:
NaNO3 + H2SO4 → NaHSO4 + HNO3
Related Topic
- NITRIC ACID Production Process
- Interphase Mass Transfer |mass transfer basics
- Manufacture Of 200 TPD Sulphuric Acid, Flow Sheet Of Production Process Plant
- ABSORPTION Operations And Equipment
- CURRENT TRANSFORMER TESTING METHODS |20 MVA POWER TRANSFORMER TESTING METHODS
- 20 MVA POWER TRANSFORMER TESTING METHODS | BUS BAR TESTING
- Hydrometallurgical Process And Smelting Operation
