
Coke oven gas with a pressure of 2500 mm WC from the exhauster is fed to ASP. Ammonia present in co-gas is recovered in ASP as ammonium Sulphate fertilizer. By simple approximation of unit operation, the process can be described as follows.
PROCESS:
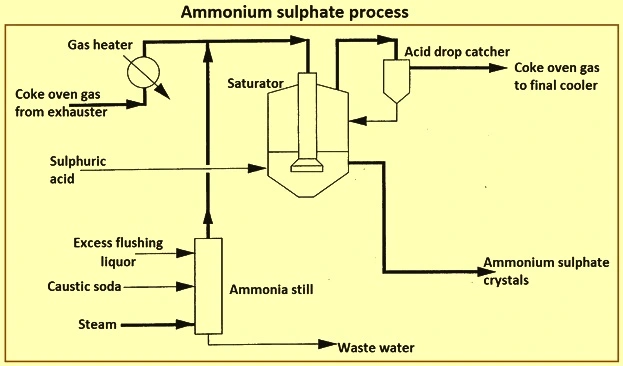
The co gas from the exhauster is fed to pre-heat the gas to 60-700C. But according to our atmospheric temperature, this temperature is obtained after the exhauster. So the gas is directly fed to the saturator.
SATURATOR:
A saturator is a cylindrical vessel with a conical bottom. It is provided with a bubbler hood, which is duct prolonged to the middle of the saturator. The duct has a hood at the bottom provided with a van-like arrangement. Another ring-like structure with small openings is at the conical portion, which is used for nitrogen feeding. Hot water rings are provided at the top of the saturator. The saturator is always maintained with an acid bath called liquor, which contains 4-5% of sulphuric acid. The coke oven gas enters through the bubbler hood which is dipped in the bath. The gas rises through the mother liqueur. During this period, the ammonium present in the gas reacts with the sulphuric acid in the liquor. The following reactions will take place in the saturator
NH3 + H2SO4 → NH4 (HSO4)
NH4 (HSO4) + N H3 → (NH4)2SO4
Ammonium Sulphate thus formed settles at the bottom of the saturator. Pure nitrogen is purged into the saturator through N2 rings at 6-7 kg/cm2. N2 purging increases crystal growth. Pure Sulphuric acid (98%) is fed to the saturator to maintain the acidity in the saturator. The gas collected at the top of the saturator is fed the acid trap. As the gas rises up, some of the crystals may be carried with the gas and they get stacked to the walls of the saturator at the top. Then the hot water is sprayed onto to ring provided. The crystal attached to the walls of the saturator is washed away. When hot water is sprayed the concentration of the liquor decreases. So inlet acid concentration is increased to 6-7% at that period. After the reaction, the mother liquor is continuously drawn to the circulating tank provided at the side of the saturator. This acts as a seal for the saturator. From the circulating tank, the mother liquor is fed to the mother liquor tank. The crystals collected at the bottom are fed crystal receiver tank by using a pump.
ACID TRAP:
The outlet of the saturator carries some acid mist. In order to remove the acid Mist, the gas is sent to the acid trap. It is a hollow cylindrical vessel. The coke oven gas from the saturator enters tangentially into the trap. Due to the centrifugal motion, the acid mist gets separated. The acid collected at the bottom is fed to the circulating tank. The Coke oven gas is fed to the Benzol recovery.
CRYSTAL RECEIVER TANK:
Ammonium slurry from the bottom of the saturator is pumped to the crystal receiver tank At the conical bottom the ammonium Sulphate crystal settles at the conical portion of the tank, which is wet liquor. The mother liquor from the top of the receiver is fed to the saturator. The slurry from the top of the receiver is fed to the saturator. The slurry from the bottom is fed to the centrifuge.
DRIER:
Drier is a Design of Fluidized Drier. The principle is based on the loose material’s property to acquire fluidity in the air flow under a definite air velocity. The crystal from the centrifuge contains some amount of moisture. To remove this moisture crystals are to be dried. The drier is provided with a screen at the bottom, and ceramic rings are arranged at the bottom of the screen. The drier is provided with a forced draught fan and air, heated in the duct. A spreader at the feed chute of the drier spreads the feed in all directions.
Forced draught fans suck the atmospheric air and feed to the drier. The discharge chute of the fan is divided into two sections. The air is heated to 120 -150 deg C by using steam and the hot air is fed from the bottom of the screen. The ceramic rings distribute the air in all directions and allow the crystals in a fluidized state. The temperature of the air is sufficient moisture of the crystals. At the discharge end of the drier, cool the crystals.
When the pressure level of the fluidized bed reaches the set point (300-400mm Wc) an automatic discharge feeder discharges the dry ammonium Sulphate to the bucket elevator. The elevator discharges the dry product into the bunker, which in turn feeds the product to the bagging machine. The zone above the fluidized bed is kept under 5-10mmWc in order to avoid the carry-over of the ammonium Sulphate particles out of the drying unit to the dust catcher.
CYCLONE SEPARATOR:
The air from the drier is sucked by the suction fan and fed to the cyclone separators. Cyclone separators separate fine ammonium Sulphate crystals in the air and feed them to the bunker. The air from the cyclones is feed to the dust-collecting tanks which contain flushing liquor up to a certain level. The dust-laden air is then fed to the bottom of the tank. The crystals then dissolve in the water and the air is vented into the atmosphere.
MOTHER LIQUOR TANK:
The excess liquor from the saturator enters the mother liquor tank. Each saturator is provided with two mother liquor tanks. One is vertical and is horizontal. First, the Liquor enters the horizontal tank. As the liquor has less density than the tar it floats. Then the clear mother liquor from the bottom is fed to the vertical tank. From the bottom of the vertical tank, the mother liquor is fed to the saturator through the pumps provided. The concentration of the liquor is maintained at 10-12 %. If the concentration decreases, the density of the liquor decreases and it may be contaminated. Then crystals may come back.
NITROGEN SUPPLY FOR AGITATION
Nitrogen flow to the saturator is normally 450- 550 m3/h, at nitrogen pressure before the saturator 0.5- 0.7kg/cm2. For saturator stopping, reduce the nitrogen flow to 100m3/h. once the gas valves are vents unsaturated, stop the nitrogen flow completely.
Coke oven gas is a product of coal coking in C.O. battery its composition is as follows based approximate design of plants.
Hydrogen – 50 – 60;
Methane – 25 -33;
Carbon dioxide – 7-8;
Carbon monoxide – 2.2-3;
Nitrogen – 3-4;
Oxygen – 0.2-0.8;
Unsaturated compounds – 2-2.5
Ammonia vapor – 6-12g/m3;
The hydrogen supplied – 6-12 g/m3
FAQ:
Q. How is ammonium sulphate produced from coke oven gas?
Ans – Ammonium sulfate is produced from coke oven gas by first cleaning the gas to remove impurities, then recovering ammonia from the gas, neutralizing it with sulfuric acid to form ammonium sulfate, and finally, crystallizing and drying the product.
Q.2 How does ammonia react with sulfuric acid to produce ammonium sulfate?
Ans – Ammonia (NH3) reacts with sulfuric acid (H2SO4) to produce ammonium sulfate ((NH4)2SO4) through a neutralization reaction. Here is the balanced chemical equation for the reaction:
2 NH3 + H2SO4 → (NH4)2SO4
In this reaction, two molecules of ammonia (NH3) combine with one molecule of sulfuric acid (H2SO4) to form two molecules of ammonium sulfate ((NH4)2SO4). The ammonia molecules act as a base, accepting a proton (H+) from the sulfuric acid, resulting in the formation of the ammonium ion (NH4+) and the sulfate ion (SO4^2-), which then combine to form ammonium sulfate.
Q.3 Ammonium sulphate formula. or ammonium sulfate chemical formula.
Ans: The chemical formula for ammonium sulfate is (NH4)2SO4. It consists of two ammonium ions (NH4+) and one sulfate ion (SO4^2-), which are held together by ionic bonds.
Q.4 Chemical formula of ammonium sulfate.
Ans: The chemical formula of ammonium sulfate is (NH4)2SO4. It is composed of two ammonium ions (NH4+) and one sulfate ion (SO4^2-), and the numbers in parentheses indicate the subscripts, specifying the number of each ion in the compound.
Related Topic
- Electrical Transformers | Switchgear Protective Device | Power Consumption Of Appliances And Electrical Apparatus
- Simple And Differential Distillation Experiment Procedure
- Distillation Column Diagram | EFFECT IN TOWERS AND COLUMNS
- Hybrid Distillation And Pervaporation System | Distillation And Distillation Column
- How To Design And Construct A Distillation Column Along With Mechanical Parameters? What Are The Stepwise Procedures For Designing The Distillation Column?
- An Introduction To Diffusion Concept In Mass Transfer
- Flow Through Packed And Fluidized Beds | Fluid Mechanics | Flow Through Packed And Fluidized Beds
- Fluid Catalytic Cracking Unit Flow Sheet And Process Equipment | Fluid Catalytic Cracking (FCC)
